






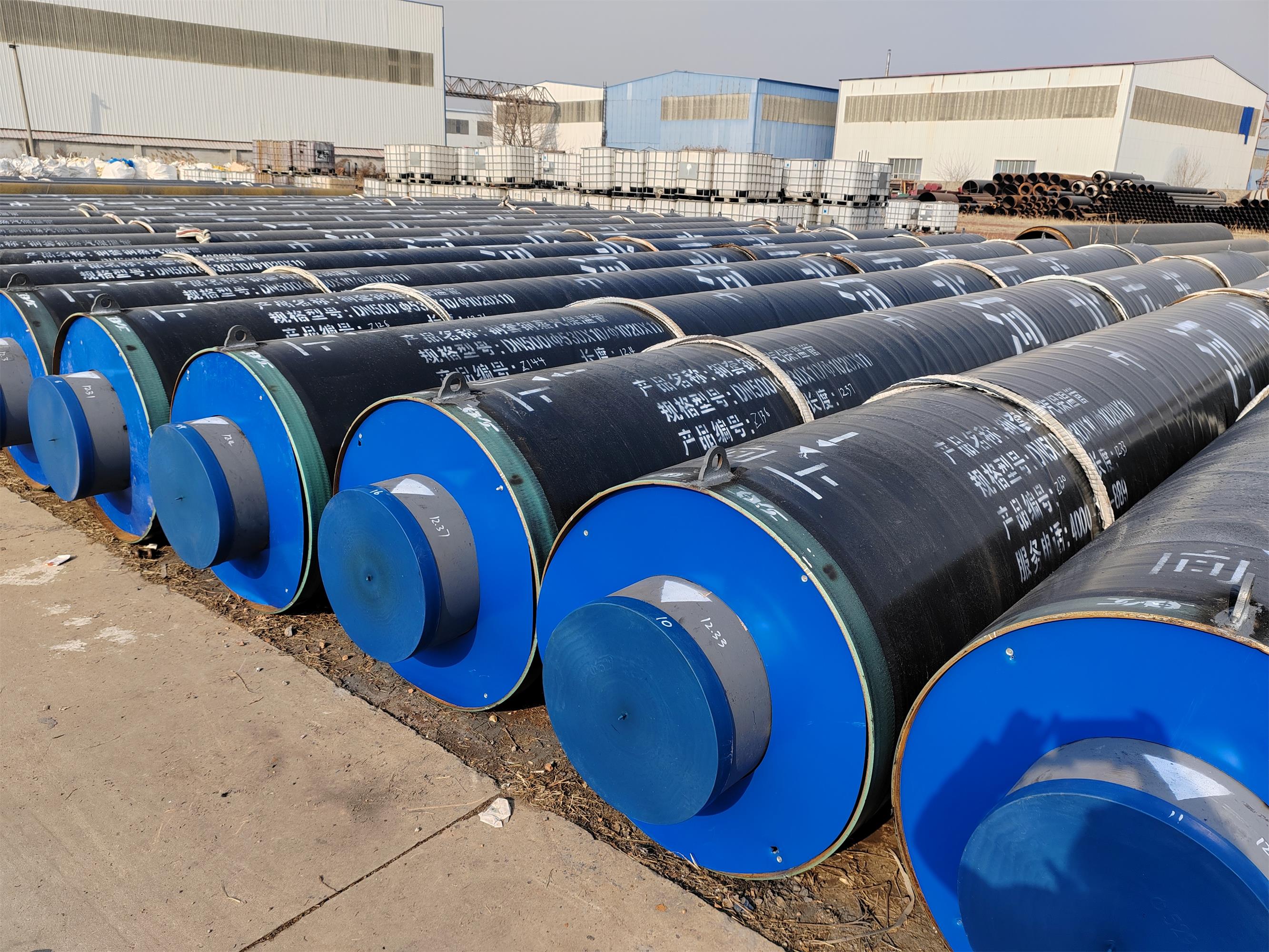
直縫保溫管制造簡易,發展迅速。直縫保溫管的強度一般高過直縫鋼管,可用狹窄的原料制成管經大的焊管,或用相同寬度的原料制成管經支系的焊管。可是,焊接長度與相同長度的接頭管相比,添加30~100%,生產速度低。因而,小直徑焊管多為直縫鋼管,大口徑焊管多為螺旋焊管。直縫保溫管出廠前進行的探傷階段是必不可少的,但也可以說是同樣重要的。
常見的直縫保溫管焊接缺點有氣孔、爐渣、未焊、未熔、裂痕等,依據顯示屏得到的疵波外形和反射波高度的轉變分析切割處的位置和焊接工人,綜合評價偏差。對內部缺點的實際性點評、缺陷發生的告知和預防措施大概總結如下。
夾碎渣
直縫保溫管中點狀鉗夾回波信號與點狀氣孔類似,桿狀鉗夾回波信號大多鋸齒形震幅不高,波型樹枝狀,峰頂邊有小峰值,探頭移動震幅有變化,從各方位檢驗時反射震幅不排斥。導致這類缺陷的原因有:焊接電流太小、太快、爐渣持續上調、焊縫邊沿和各層焊縫結算不干凈、其金屬和焊材成分不適合、硫、磷多等。要防止慢跑,務必正確選擇焊接電流,防止焊件坡口曲率短、長短過小,焊前應將坡口泡浸整潔。多層焊接時,務必逐級根除焊疤。隨后,合理確定板材視角焊接速度等。
沒有融解
直縫保溫管反射率高,震幅也高,探頭平行移動時波型相對穩定,焊接兩邊探傷時,都可獲得基本相似的反射震幅。這類缺點不但極大地提高了焊接中所研究的儀器的特性,而且在未焊接部位的空缺和頂端組成應力締合點,往往在安裝后造成裂痕,是危害性缺點。|其產生原因一般是坡口純邊空隙過小、焊接電流過小、運條速率太快、坡口黑度小、運條視角錯誤和電孤傾斜等。預防流程為:合理選擇坡口型式、堵縫、選用正確的焊接基本等。
氣體孔
直縫保溫管每個氣孔回音高度低,波型一條縫,相對穩定。在各個左肩的檢測中,反射波幾乎相反,但只要稍微遮住探頭便會隱藏起來,密集的氣孔中便會涌出反射波。依據氣孔大小的不同,波的高度也不同,以探頭為指定轉動時,會有互相擺脫的景象。產生這類缺點的原因起先焊材在規定的溫度下不干躁,焊絲皮脫皮脫落,焊芯生銹,焊條清理不干凈,手工焊接時電流過大,電孤太長;電弧焊時電壓過高或網絡電壓過于平穩;當心焊接氣體時要注意氣體的純度。假定大口徑線圈焊縫有氣孔,不但會破壞焊縫金屬的致密性,而且會減少焊接有用的截面積,減少機械性能,而且有鏈狀氣孔,與彎曲和進攻韌性相比會明顯飛舞。避免這類刮痕的步驟,不要使用藥皮裂痕、脫落、成長及焊芯銹蝕的焊絲,銹蝕的焊絲除銹后,務必使用技巧。常用焊材務必按規定溫度干躁,清理干凈坡口及其兩邊,選擇合適的焊接電流、電弧電壓和焊接速度等。







 冀公網安備 13010402002202號
冀公網安備 13010402002202號